Close




Download
Retaining magnets / Raw magnets
Application
Magnets are simple elements that help make solving tasks easier, more efficient, and more reliable.
If drilling is not allowed for fastening, for instance, so as not to damage corrosion protection layers, a retrofit/portable installation is desired, or only a temporary fix is required, this product group offers a large selection of suitable magnets.
Designs
There are seven different magnet types based on a conceptual classification with respect to the shape and function:
Button-type magnets and U-magnets as well as retaining magnets that are disc-shaped or rod-shaped form the largest group along with screws with retaining magnet. The name retaining magnet bears such elements that are used for direct fastening. Raw magnets generally help to structure application-specific magnetic systems.
Structure
Apart from button-type magnets / U-magnets and raw magnets, magnetic systems can also be used. Due to their structure, they have only one magnetic contact surface. Through magnetic return plates, the entire magnetic energy is concentrated on the attracting surface and the spatial effect of the magnetic field is restricted in order to prevent any magnetization of the environment.
Materials of the magnet
Within various designs, various materials of the magnet are available to choose from. In order to meet application-specific conditions in as far as possible, the most important characteristics of the respective materials of the magnet are given in the following table.
Materials of the magnet in comparison
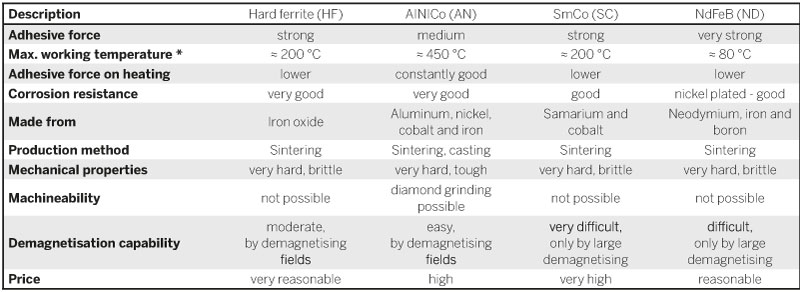
* The max. temperature used is only a guide value because it also depends on the dimensions of the magnet.
Adhesive force
In addition to their shape and material, the actual achievable adhesive force of the magnets depends on several other factors.
Influence factors
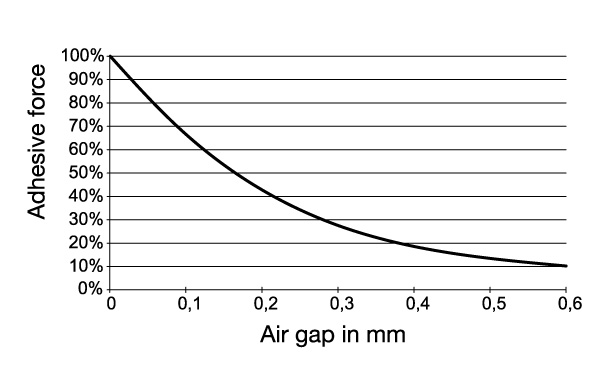
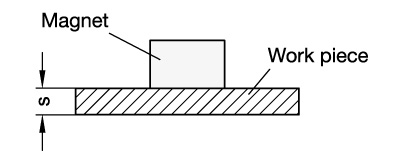
- Air gap
An air gap or materials, which are not magnetically permeable between the work piece and the magnet, have an insulating effect on the magnetic flux. The adhesive force is reduced depending on the distance.
- Work piece thickness
A minimum thickness of the work piece should be maintained in order to not restrict the magnetic flux and therefore the adhesive force.
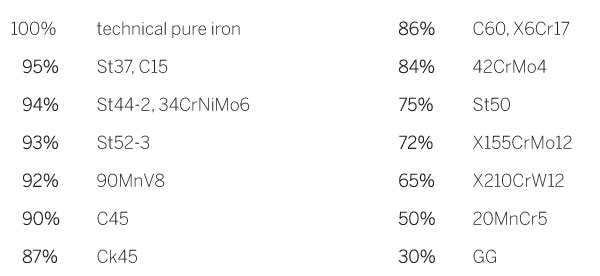
- Material
Steel and ferrous materials with a low proportion of carbon and alloyed materials promote the magnetic flux. Similarly, non-hardened work pieces conduct the magnetic flux better, which enables greater adhesive forces.
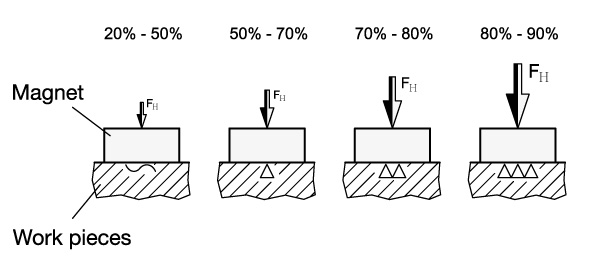
- Work piece surface
Excessive roughness or unevenness have the same effect as an air gap. They reduce the adhesive force.
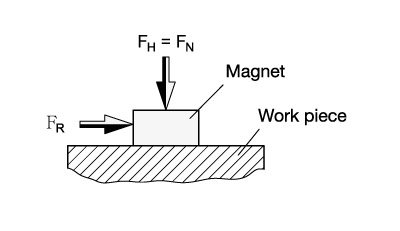
- Displacement force
The displacement force corresponds to the frictional force and depends on the coefficient of friction between the magnet and the work piece, as well as the adhesive force of the magnet.
Due to their higher coefficient of friction, rubberized magnet systems have greater displacement forces.
The nominal adhesive forces stated in the tables in the standards are minimum values, which are achieved at room temperature, vertical „pull-off“ and full contact of the magnets with low carbon steel work pieces and a minimum thickness of 10 mm.
-
Generals
-
1. Plastic materials
- 1.1 Mechanical strength
- 1.2 Thermal resistance
- 1.3 Strength and surface hardness
- 1.4 Resistance to chemical agents
- 1.5 Resistance to atmospheric agents and uv rays
- 1.6 Flame resistance
- 1.7 Electrical properties
- 1.8 Surface finish and cleanability
- 1.9 Compliance with international standards
- 1.10 Competence of Elesa+Ganter technical department
- 2. Metal materials
- 3. Other materials
- 4. Machining tolerances
- 5. Fixed handles
- 6. Assembly measures
- 7. Special executions
- 8. Colours
- 9. Test values
-
10. Technical tables
- 10.1 Conversion tables
- 10.2 DIN 79 Square holes and shafts
- 10.3 DIN 6885 Keyways
- 10.4 GN 110 and GN 110.1 Transversal holes
- 10.5 DIN 13 ISO Metric threads
- 10.6 DIN 228 Cylindrical GAS-BSP threads
- 10.7 DIN EN ISO 898-1 | DIN EN 20898-2 Strenght values
- 10.8 DIN ISO 286 ISO-Fundamental tolerances
- 10.9 IP Protection Classification
- 10.10.1 PFB | PRB Thread locking with jamming action Polyamide patch coating/ Polyamide complete coating
- 10.10.2 MVK Thread locking gluing Micro encapsulation precote 80 (red)
- 10.11 Stainless Steel characteristics
- 10.12 Surface treatments
- 10.13 Carbon steel, zinc alloys, aluminium, brass characteristics
- 10.14.1 Duroplast, elastomer, technopolymer and rubber characteristics
- 10.14.2 Duroplast, elastomer, technopolymer and rubber characteristics
- 10.14.3 Duroplast, elastomer, technopolymer and rubber characteristics
- 10.15 Load ratings U-Handles
- 10.16 Load ratings metal hinges
- 10.17 Strength of indexing plungers
- 10.18 Assembly sets GN 965 and GN 968
- 11. Vibration-damping elements
-
1. Plastic materials
- Hygienic design
- Operating Elements
- Clamping knobs
- Control elements
- Rotary controls
- Indexing elements
- Joints
- Transmission elements
- Levelling elements
- Hinges
- Latches
- Toggle, power and hook clamps
- Accessories for hydraulic systems
- Tube clamp connectors
- Castors and wheels
- Magnets
- Conveyor components
- Linear slides
- Vibration mounts
- Vacuum components
- Elastomer springs