Information
Load rings GN 587.2 are used with separate lifting gear and lashing equipment. They are welded to load-bearing equipment or directly onto the load itself and absorb loads in any direction.
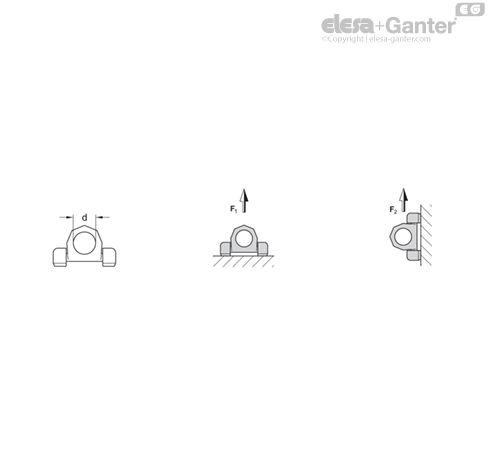
Load rings of type K can be attached directly to the edge and have a large swivel range. The spacer blocks allow a circumferential weld seam in accordance with the instructions for welding on the standard sheet.
The radial clamping springs hold the ring in any position and dampen any noise caused by vibrations. All parts are captive and connected to each other.
The nominal load capacity is indicated on the load ring. Load rings GN 587.2 comply with the Machinery Directive 2006/42/EC and DGUV rules GS-HM-36.
Load Capacity
| Diameter d | F1 | F2 |
| max. in t | max. in t |
| 48 | 4 | 4 |
| 60 | 6.7 | 6.7 |
| 65 | 10 | 10 |
The specified load values apply to an operating temperature range of –40 °C to +200 °C. Further information can be found in the operating instructions.
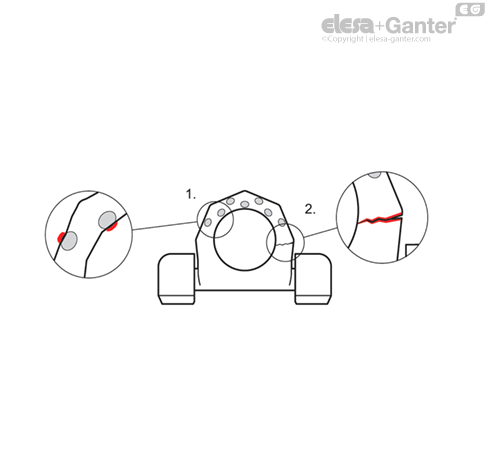
Wear / Service Life / Safety Instructions
1. Carefully check the wear markings to determine the level of wear on the lifting point. If these marks cover the entire outer contour or the contour of the hole, the attachment point has reached the end of its service life and must be replaced.
2. If the lifting point is bent or shows signs of damage or cracks, it is no longer safe to use.
In either case, replacement is required.
The information in the operating instructions must be complied with during installation, commissioning and use. It is included with the product and is available digitally at elesa-ganter.com.
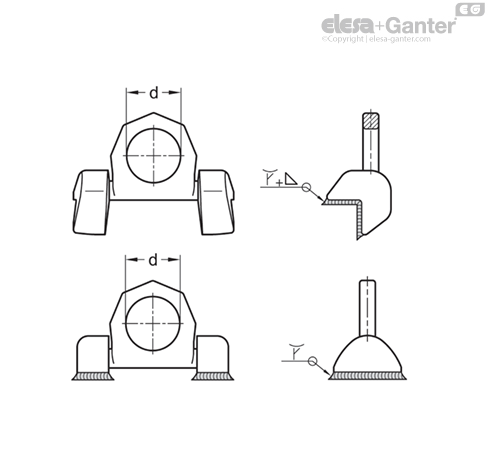
Fastening / Welding Instructions
| Type K |
| Diameter d | Size of weld seam |
| 48 | HY 4 + a3 |
| 60 | HY 5 + a3 |
| 65 | HY 8 + a3 |
| Type P |
| Diameter d | Size of weld seam |
| 48 | HY 3 |
| 60 | HY 5 |
| 65 | HY 6 |
The welding must be carried out by a certified welder in accordance with ISO 9606-1.